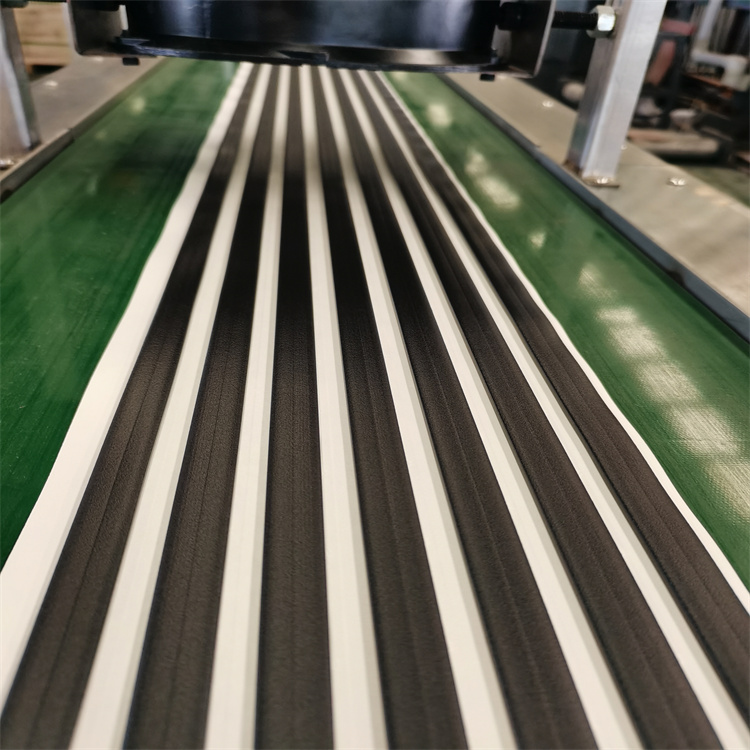
丁基防水片材挤出机_佳德塑料生产线设备

   |
|

详细信息
丁基防水片材挤出机设备具有以下优点:
1、螺杆采用特殊混炼功能及高塑化能力设计。
2、衣架型模头采用特殊双节流设计使板材厚薄调整更为。温度控制正负1℃可控制塑化过程及板材厚薄,平整性。
3、三辊压光机采用垂直或45度倾斜式,可自由升降方式。丁基胶带挤出设备板材厚薄控制采用螺杆调整及压轮双向调整可控制板材厚薄度。
4、立控制的辊筒温控系统能控制压辊轮温度使板材厚薄均匀。

丁基胶带挤出设备温度过高:指的是温度控制超过某种塑料的好的塑化温度,容易使塑料焦烧和老化,也容易产生气孔、气泡、气眼、定型不好等质量问题。温度过高,还会造成挤出过程中挤出压力波动,塑料在机筒内“打滑”,挤出量不稳,使挤包层和产品外径尺寸不均。
(2) 丁基胶带挤出设备温度过低:指的是温度控制低于塑料的好塑化温度,造成塑料塑化不好丁基防水片材挤出机,挤出表面有树脂疙瘩或未塑化好的小颗粒。特别是合胶缝合不好,不但影响产品质量,还容易造成塑胶层脱节、裂纹、断胶等现象。因此,要严格按照工艺规定控制温度,不宜过高或过低。
在实际操作过程中丁基防水片材挤出机,因设备新旧、外径大小的不同,挤制工艺有所不同,温度控制也不尽相同,挤制绝缘和护套所用塑料样,但因树脂中的添加剂不同,其温度控制亦有区别。另外,环境温度的高低也会影响挤塑温度的控制,冬天与夏天就要相差5~10oC。
丁基阻尼防水卷材挤出机 http://rendaru5.bsjdl.com/
环保型阻燃母粒造粒机 http://rendaru9.bsjdl.com/
低烟无卤电缆料 https://rendaru.b2b.huangye88.com/